
009. Aplicación de resina de poliéster mediante laminado manual: exposición a estireno. (2012)
Descripción de la situación de trabajo
Esta tarea forma parte del proceso de fabricación de productos de plástico reforzado con fibra de vidrio -de formas y tamaños variados- utilizando resinas de poliéster insaturadas. Consiste en depositar y distribuir la resina de forma manual sobre una malla de fibra de vidrio, ejerciendo presión mediante un rodillo o una brocha, hasta que la fibra queda impregnada por completo. Estos utensilios, además de distribuir la resina, sirven para eliminar las burbujas de aire que podrían quedar ocluidas en el material. El trabajador empapa el rodillo sumergiéndolo en el recipiente que contiene la resina y va aplicando capas de resina y fibra de vidrio hasta alcanzar el grosor deseado.
Durante la aplicación de estas resinas y en la etapa de curado (endurecimiento o polimerización) se produce la evaporación de los componentes volátiles presentes en la resina (mayoritariamente de estireno monómero, componente principal de las resinas) que pueden ser inhalados o entrar en contacto con las mucosas del trabajador. También se puede producir el contacto de la piel o mucosas con el producto líquido por salpicaduras o derrames.
Ver figura 1, "Laminado manual" y figura 2, "Rodillos utilizados en el laminado manual".


Agentes químicos
El principal componente volátil que se desprende en esta tarea es:
Estireno monómero, ya que las resinas contienen un elevado porcentaje de este disolvente que puede variar entre un 30 % y 60%.
Otros componentes que pueden estar presentes y que variarán dependiendo de la formulación del producto son:
- acelerantes como: sales de cobalto (octoato o naftenato) y N-dimetilanilina,
- catalizadores como: peróxido de metiletilcetona diluido al 50% con ftalato de butilo o dimetilo, peróxido de dibenzoilo,
- disolventes como: acetona, tolueno y acetato de etilo.
Daños para la salud
Aunque las tareas de laminado comportan también otros riesgos, aquí solo se tratarán los que se refieren a los efectos para la salud derivados de la exposición a estireno, que es el principal componente.
La vía de entrada más importante del estireno en el organismo es la vía inhalatoria.
Los efectos son los siguientes:
En el sistema nervioso central y periférico: el estireno es neurotóxico. Los síntomas pueden ser desde dolor de cabeza, vértigo, incapacidad de concentración, fatiga y alargamiento del tiempo de reacción, alteraciones de la memoria y somnolencia, hasta pérdida de equilibrio y de conocimiento a concentraciones más altas.
Puede provocar disminución transitoria de la discriminación de los colores y es ototóxico, es decir, la exposición conjunta al estireno y al ruido produce un aumento de las posibilidades de sufrir pérdida auditiva. El daño no se traduce sólo en una reducción de la capacidad auditiva sino también en una reducción de la capacidad de discriminar diferentes sonidos.
En los ojos: el contacto produce irritación ocular grave. Los síntomas pueden incluir picazón, lagrimeo, enrojecimiento e hinchazón.
En la piel y el tracto respiratorio: produce irritación.
En las vías respiratorias superiores, tos y dolor de garganta.
En la piel, enrojecimiento y dolor. Si el contacto es repetido o prolongado puede desengrasar la piel y producir dermatitis.
Alteración del sistema endocrino: se sospecha que interfiere en los sistemas hormonales.
Posibles efectos cancerígenos: la Agencia Internacional de Investigación del Cáncer (IARC) clasifica el estireno como “posiblemente cancerígeno para los humanos”. En la actualidad, esta sustancia química no aparece en la normativa en materia de clasificación, etiquetado y envasado de sustancias y mezclas, ni figura en la lista de sustancias cancerígenas de la normativa específica de prevención de riesgos laborales relativa a cancerígenos.
Otros efectos: tras exposiciones continuadas puede afectar al hígado y los riñones.
Factores de riesgo más importantes
Factores que contribuyen a aumentar la concentración ambiental de estireno tanto durante la aplicación de la resina como en la etapa de curado
- El tipo de resina que se manipula y su contenido en estireno.
- La cantidad de resina utilizada, que depende del producto o del grosor que se desee y que afecta a la velocidad de curado.
- La forma y dimensiones de la pieza. La superficie del producto que se fabrica determina la exposición, cuanto mayor es el área superficial más resina se aplica, lo que conduce a mayor evaporación y mayor exposición potencial del trabajador.
- Tamaño o área de la zona de trabajo.
- Las condiciones termohigrométricas: la temperatura ambiental influye mucho en la emisión de estireno siendo notablemente más importante en los periodos cálidos; la humedad también influye en la reactividad de la resina y modifica la emisión de estireno.
Procedimientos de trabajo y limpieza inadecuados, especialmente la posición de la cabeza en relación al rodillo o brocha o bien al punto de aplicación de la resina.
La ausencia o falta de adecuación de las medidas preventivas
- Ausencia de aspiraciones localizadas o deficiencias en el diseño y funcionamiento de las mismas.
- Incorrecta o insuficiente ventilación general, como complemento de la extracción localizada.
- Equipos de protección respiratoria inadecuados o con el filtro saturado.
La carga de trabajo y la duración de la tarea que influyen en la cantidad de estireno que se genera y en el tiempo que el trabajador permanece expuesto a estireno.
Otros factores a considerar son:
- La susceptibilidad individual y patologías previas del trabajador, en especial, reacciones alérgicas de tipo cutáneo y asma.
- La situación de embarazo y lactancia.
Medidas Preventivas
MEDIDAS DE ELIMINACIÓN DEL RIESGO
La utilización de técnicas de molde cerrado, si es posible para la fabricación del producto requerido. Las técnicas de molde cerrado incluyen la inyección o moldeo por transferencia de resina (RTM) y la infusión o moldeo por transferencia de resina asistido mediante vacío (VARTM).
Ver figura 3, "infusión de resina" y figura 4, "Inyección de resina".
MEDIDAS DE REDUCCIÓN Y CONTROL DEL RIESGO
Sustitución parcial del agente:
- Se utilizará siempre una resina con el menor contenido posible en estireno.
- Cuando sea posible, se utilizarán resinas de baja emisión de estireno (LSE).
Medidas sobre el proceso de trabajo y el local
Sistemas de ventilación
Para las tareas de laminado manual, se dispondrá siempre de un sistema de ventilación que garantice que, en todo momento, las vías respiratorias de los trabajadores se encuentran en una zona de aire limpio. El uso de cabinas de ventilación es la mejor forma de asegurar un control eficaz de los vapores de estireno, ya que la actividad se restringe a esa área y evita que se contamine el resto, aunque su uso puede estar condicionado por las dimensiones de los productos que se fabrican. Por ello, las técnicas de ventilación que se dan a continuación pueden utilizarse de forma separada o combinada según el nivel de riesgo y los requerimientos técnicos en función de las piezas que se fabrican.
Para asegurar la reducción de los niveles de estireno en el ambiente de trabajo, los sistemas de ventilación deben planificarse y diseñarse cuidadosamente por personal especializado y en función de la actividad de la empresa, es decir, de la forma y dimensiones de los productos que fabrica.
En cualquier caso, debe tenerse en cuenta que las velocidades de aire bajas no eliminan de forma eficaz los vapores de estireno, mientras que velocidades de aire muy elevadas, pueden producir una velocidad de evaporación de estireno excesiva y afectar, por tanto, a la calidad del producto que se está fabricando.
1. Cabina cerrada: es un recinto totalmente cerrado. La ventilación es vertical y además, dependiendo de las dimensiones y forma de la pieza trabajada puede haber ventilación oblicua y suplementarias. La extracción se realiza por la parte inferior. Permite que llegue al trabajador aire limpio a velocidades de 0,3 m/s a 0,4 m/s.
Ver figura 5, "Ejemplo de cabina cerrada con ventilación oblicua aplicado a la fabricación de medio casco de una embarcación. Esta ventilación no es conveniente para cascos completos".
2. Cabina abierta: tiene la parte frontal abierta y el dispositivo de extracción en la parte opuesta. El operario puede estar situado dentro o fuera de la cabina. El aire entra por la zona abierta con una velocidad superior a 0,6 m/s si la superficie de la cara es mayor de 4 m2 y superior a 0,5 m/s si es menor de 4 m2.
Ver figura 6, "Esquema de una cabina abierta".
Es importante que se disponga de una mesa giratoria donde colocar la pieza para que los trabajadores no se interpongan en el trayecto del aire contaminado.
3. Sistemas de extracción localizada: se recomiendan para la fabricación de piezas pequeñas en lugares fijos.
- Campanas fijas. La velocidad media del aire en la abertura debe ser igual o superior a 0,6 m/s.
- Mesas de trabajo con aspiración. La velocidad de captación, es decir, la velocidad de aire mínima medida en el punto más alejado del dispositivo de captación no debe ser inferior a 0,3 m/s en una atmósfera en calma.
- Extracciones móviles. La extracción localizada utilizando unidades captadoras puede ser muy eficaz si se coloca lo más cerca posible de la fuente de emisión. Sin embargo, no será muy útil para la fabricación de piezas grandes ya que habrá que ir ajustándola continuamente y moviéndola alrededor del puesto de trabajo, además el área de extracción es pequeña por lo que no proporcionará una ventilación adecuada.
Ver figura 7, "Unidad móvil de extracción".
4. Sistemas de ventilación combinados impulsión-aspiración
Cuando no puedan utilizarse sistemas de ventilación con una o varias aspiraciones laterales, como puede ser el caso de la fabricación de objetos planos de longitudes superiores a 1,2 m, puede ser útil la utilización de sistemas de impulsión-extracción. En ellos, se utilizan toberas de impulsión que arrastran el contaminante lejos de la zona de respiración del trabajador y hacia el sistema de extracción. Al diseñarlo hay que asegurarse de que el caudal de aire es suficiente para que el trabajador reciba aire sin contaminar. El cálculo de estos sistemas debe hacerlo un especialista. Algunas reglas generales para piezas cuya anchura no exceda de 2 o 3 metros, son:
- el caudal del chorro de impulsión podría llegar a 0,025 m3/s por metro cuadrado de la superficie del objeto a fabricar pero no debe exceder este valor,
- el caudal de aspiración debe ser de 1,5 a 2 veces el de impulsión,
- la anchura de la ranura de impulsión será tal que la velocidad en la rendija sea cercana a 10 m/s,
- la altura del dispositivo de recogida del aire debe ser igual a aproximadamente un cuarto de la anchura de la pieza a fabricar.
Ver figura 8, "Ejemplo de un sistema impulsión-aspiración para la fabricación de objetos planos" y figura 9, "Ejemplo de un sistema impulsión-aspiración en la fabricación de embarcaciones".
5. Sistemas de ventilación por dilución
No debe utilizarse la ventilación general como única medida técnica para controlar la exposición a estireno. Sin embargo, puede utilizarse junto con sistemas de impulsión mecánica complementaria de aire y otras medidas técnicas para asegurar que los niveles de concentración sean lo más bajos posible y para asegurar la renovación del aire.
En el caso de que los sistemas de ventilación indicados anteriormente sean técnicamente imposibles podría ser útil la ventilación general pero deberá incluir dispositivos de impulsión de aire que aseguren un barrido que favorezca la dilución rápida del estireno en la zona de respiración de los trabajadores. Será necesario calcular el caudal de aire necesario para la dilución, para ello se tomará como base el consumo máximo de resina, correspondiente a los periodos de máxima actividad del taller. A partir de este dato podrá obtenerse la cantidad total máxima de estireno emitido.
Medidas de mantenimiento de los sistemas de ventilación
Se realizará el mantenimiento de los equipos de ventilación siguiendo las instrucciones del fabricante.
Medidas de seguimiento de los sistemas de ventilación
Semanalmente se debería realizar una inspección visual de los equipos de ventilación en busca de signos externos de daño, tales como conductos rotos, campanas deformadas, etc. Cuando se detecten se comunicarán inmediatamente para que puedan ser subsanados.
Periódicamente, se comprobará el funcionamiento de los equipos comparándolos con los parámetros de diseño. Se registrarán los resultados de estas comprobaciones.
Medidas adicionales para espacios confinados
En la mayor parte de las piezas que se fabrican, la aplicación de la resina se efectúa en el exterior de la pieza. Sin embargo, hay ocasiones en que una vez acopladas las distintas piezas, éstas deben sellarse tanto por el exterior como por el interior como, por ejemplo, en el caso de depósitos y embarcaciones. En este último caso las condiciones de trabajo pueden llegar a ser las de un espacio confinado.
Dependiendo de las características del espacio y las del trabajo que se realice (duración del mismo y extensión del foco de emisión) podrá utilizarse extracción localizada, siendo necesario proporcionar ventilación general mecánica por impulsión que garantice la reposición del aire aspirado por los equipos de extracción localizada, o bien se impulsará aire limpio -barriendo la zona de operación- con extracción al exterior del aire contaminado. En el caso de embarcaciones grandes será necesaria la medición continua de la concentración de estireno.
En función del nivel de concentración de estireno se determinará si además es necesaria la protección respiratoria del trabajador.
Los detectores, así como cualquier equipo eléctrico que se utilice, deberán estar autorizados para su utilización en atmósferas potencialmente explosivas.
Las medidas de mantenimiento y seguimiento de los dos apartados anteriores se extenderán también a los equipos de impulsión utilizados.
En cualquier caso, debe tenerse en cuenta que, el trabajo en espacios confinados requiere el establecimiento de un procedimiento de trabajo detallado, que incluya las medidas preventivas a adoptar, y el permiso expreso de trabajo, tras la verificación por un responsable competente de las condiciones en que va a llevarse a cabo.
Medidas sobre el método de trabajo y la organización
- La utilización de rodillos con resguardo para reducir la formación de gotas y con mangos largos siempre que sea posible.
Ver figura 10, "Rodillo con resguardo para proteger de las salpicaduras" y figura 11, "Rodillo de mango largo".
- La realización de la tarea de forma que el trabajador no se interponga entre la fuente de emisión de estireno y el sistema de extracción.
- Los recipientes con resina se mantendrán cerrados cuando no estén en uso.
- Los vertidos que se produzcan durante el proceso se recogerán lo más rápidamente posible.
- Se dispondrán recintos especiales para el curado de las piezas recién laminadas, por ejemplo cabinas cerradas y ventiladas o salas independientes con aspiración forzada, impidiendo la entrada de los trabajadores durante este período.
- Se restringirán las operaciones de laminado a las áreas destinadas para ello que dispongan de sistemas de ventilación adecuados.
- Se mantendrá la temperatura de la zona de trabajo baja. Una temperatura elevada aumentaría la evaporación de estireno y, por tanto, la concentración ambiental.
- Se mantendrá limpia la zona de trabajo. Los residuos impregnados con resina, se depositarán en contenedores cerrados evitando que permanezcan en el lugar de trabajo.
Medidas de higiene personal
- No se debe comer, beber, fumar ni maquillarse en la zona de trabajo. Fuera de la zona de trabajo, se mantendrá una estricta higiene antes de comer, beber, fumar, maquillarse y utilizar el baño, así como al final del turno de trabajo.
- Los trabajadores deberán disponer de:
- armarios / taquillas en los que guardar la ropa de trabajo o de protección y la de vestir de forma separada,
- un área de aseo con servicios higiénicos, duchas y lavamanos.
- Se recomienda que el empresario gestione la limpieza, descontaminación y sustitución, en su caso, de la ropa de trabajo. Es recomendable la utilización de mono de trabajo de manga larga.
- Además, en esta situación de trabajo es importante:
- evitar las lentes de contacto porque concentran las sustancias irritantes,
- si el estireno entra en contacto con la piel, lavarse o ducharse inmediatamente y al final de la jornada laboral lavar cualquier parte del cuerpo que se sospeche haya podido estar en contacto con la resina,
- si se ha contaminado la ropa, sustituirla inmediatamente por ropa limpia.
- Otras medidas: luminarias e interruptores antideflagrantes.
- En los locales en los que se aplican las resinas y, especialmente, en los que se almacenan los productos para el curado, pueden acumularse cantidades importantes de vapores de estireno (p.e. en caso de fallo de los sistemas de ventilación) por lo que es aconsejable que las luminarias y los interruptores de accionamiento sean antideflagrantes.
MEDIDAS DE PROTECCIÓN INDIVIDUAL DEL TRABAJADOR
Utilización de equipos de protección individual
Cuando el resultado de la evaluación muestre que a pesar de la aplicación de las medidas de control técnico no se garantiza el control de los riesgos, será necesario el uso de los equipos de protección individual (EPI).
El empresario deberá proporcionar al trabajador los EPI adecuados a su tarea. Estos deben disponer de marcado CE con los pictogramas que indiquen la protección ofrecida y el folleto informativo al menos en castellano.
El trabajador deberá utilizar los EPI según lo indicado en los procedimientos de trabajo establecidos.
El mal uso de los equipos de protección individual (EPI) puede ocasionar un daño grave a la salud de los trabajadores, por lo que el empresario se asegurará de que estos reciban una información y adiestramiento suficientes sobre su utilización correcta, con especial atención a su ajuste a las vías respiratorias, así como sobre la limpieza, conservación, almacenamiento y necesidad de sustitución. A estos efectos, entre otras fuentes, se tendrán en cuenta las instrucciones del fabricante.
Concretamente para la realización de esta tarea, los equipos de protección individual necesarios son los siguientes:
Guantes de protección contra riesgo químico
En las tareas en que pueda haber contacto dérmico con la resina de poliéster o con estireno, los trabajadores utilizarán guantes para protección contra riesgos químicos. Serán guantes de categoría III. Para el contacto continuo con las resinas de poliéster son recomendables los guantes de alcohol polivinílico (PVA) o Butilo/Viton. No se utilizarán guantes de caucho.
Los guantes se inspeccionarán antes de usarlos para comprobar que están en perfecto estado.
Gafas de montura integral para proteger de los vapores y salpicaduras de líquidos.
Equipos de protección respiratoria
Salvo en situaciones de exposición excepcionales o de carácter puntual (mientras se instalan o reparan los sistemas técnicos de control, en operaciones de mantenimiento, limpieza de derrames) no resultará aceptable confiar todo el control del riesgo por inhalación a la utilización por el trabajador de un equipo de protección individual respiratoria. Deben servir únicamente como una medida temporal.
Los equipos de protección respiratoria serán de categoría III. Podrán ser medias máscaras o máscaras con filtros de tipo A (color marrón) para vapores orgánicos de punto de ebullición >65 ºC y clase 1 o 2, en función de la concentración ambiental medida. Si se realizan otras tareas en las que hubiese un riesgo adicional de inhalar partículas, debe elegirse un equipo para proteger contra vapores orgánicos y partículas. Es necesario vigilar que proyecciones de resina no los obstruyan.









Evaluación de la exposición
- Una vez implantadas las medidas preventivas de control técnico se debe llevar a cabo una evaluación de la exposición a estireno mediante mediciones que permitan la comparación de la exposición personal con el valor límite ambiental de la exposición diaria (VLA-ED) ) y valor límite ambiental de corta duración (VLA-EC). Esta evaluación puede utilizarse para comprobar la efectividad de las medidas preventivas y también servirá para precisar la elección de los EPI.
- La toma de muestras y el análisis de estireno se realizará preferentemente siguiendo los métodos MTA/MA-026/A92 o MTA/MA-028/A96 del Instituto Nacional de Seguridad e Higiene en el Trabajo.
- La estrategia de medición incluyendo el número de muestras, la duración y la oportunidad de la medición tendrá en cuenta lo dispuesto en la Guía Técnica del Instituto Nacional de Seguridad e Higiene en el Trabajo para la evaluación y prevención de los riesgos presentes en los lugares de trabajo relacionados con agentes químicos.
- Cuando, de acuerdo con los resultados de la evaluación de la exposición, sea necesario establecer un programa de mediciones periódicas de control, éstas se realizarán de forma que puedan ser comparables y permitan establecer tendencias y evaluar la eficacia de las medidas de control. Para ello se fijarán los parámetros de la tarea concreta que se está realizando (p.e resina que se usa, medios de control, etc) y otras variables como tipo de medición (personal o ambiental).
Formación e información
1. El empresario debe informar y proporcionar a los trabajadores instrucciones sobre los siguientes aspectos:
- Los daños para la salud por inhalación de estireno y de otros vapores orgánicos que puedan estar presentes en función de las materias primas utilizadas.
- La evaluación de riesgos, las medidas preventivas implantadas, la eficacia de las mismas y las conclusiones de las mediciones realizadas.
- Las actuaciones que los trabajadores han de poner en práctica para protegerse a sí mismos y a las demás personas situadas en su entorno.
- Las fichas de datos de seguridad de los suministradores de los diferentes tipos de resinas (catalizadores, acelerantes y disolventes). Se recomienda recopilar, conservar y mantener actualizadas estas fichas. Esta información será transmitida de forma que sea comprensible por cuantos trabajan con estos materiales.
- Para comunicar con celeridad cualquier deficiencia que agrave los riesgos por exposición a estireno y otros agentes químicos, así como sugerencias para la mejora en el control de estos riesgos.
2. El empresario formará a los trabajadores para adiestrarlos en la utilización correcta y segura de los equipos de trabajo, sistemas de ventilación, equipos de limpieza, procesos de trabajo y los equipos de protección individual, especialmente sobre su limpieza, conservación y sustitución.
3. Se recomienda que la información, las instrucciones y la formación sean elaboradas e impartidas, preferentemente, por personas de la propia empresa. Si ello no es posible, por personal ajeno a ésta. Unos y otros han de tener experiencia en las actividades de laminación manual (fabricación de productos de poliéster reforzado con fibra de vidrio) y estar capacitados para transmitir buenas prácticas de seguridad y salud en el trabajo.
4. Para facilitar las actividades de información y formación, se recomienda que el empresario solicite a los fabricantes o suministradores de los equipos de trabajo y EPI que sus técnicos entrenen a los encargados u otros trabajadores sobre cómo trabajar con seguridad y cómo ejecutar las operaciones de mantenimiento de dichos equipos en buenas condiciones de seguridad.
5. El empresario consultará a los trabajadores y sus representantes sobre la implantación y desarrollo de medidas preventivas para reducir y controlar la exposición a estireno.
6. El empresario proporcionará información a los trabajadores sobre medidas de actuación frente a emergencias y para solicitar ayuda exterior (Tel. emergencias: 112, Tel. del Instituto Nacional de Toxicología: 91 56 20 420).
Vigilancia de la salud
Los trabajadores habitualmente expuestos a la situación descrita deberían ser objeto de una vigilancia específica de su salud.
Para que el programa de vigilancia de la salud se ajuste a los riesgos derivados de los agentes químicos presentes en el lugar de trabajo, el empresario debe facilitar a la unidad médica encargada de la vigilancia de la salud información de los trabajadores expuestos a estireno y las fichas de datos de seguridad de los productos químicos utilizados.
Los efectos de la exposición conjunta a estireno y ruido pueden considerarse aditivos por lo que sería conveniente proceder al control audiométrico independientemente del nivel de exposición, estableciendo una mayor frecuencia en la realización en función del nivel y características de la exposición a estireno. Este control se realizará preferentemente de acuerdo con el protocolo de vigilancia sanitaria específico para el “Ruido”, del Ministerio de Sanidad y Consumo.
El estireno dispone de valores límite biológicos (VLB) por lo que en el programa de vigilancia de la salud se debería considerar la inclusión del control biológico que incorpore la determinación periódica de ácido mandélico y ácido fenilglioxílico en orina o la determinación de estireno en sangre venosa, como complemento al control ambiental. El control biológico puede ser útil para obtener información sobre el grado de eficacia de las medidas de prevención.
Descarga
| Descarga pdf | Tamaño |
|---|---|
 BASEQUIM_009_0_0.pdf
BASEQUIM_009_0_0.pdf
|
(PDF
, 3,2 MB)
|
Anexo 1. Fabricación de productos de plástico reforzado con fibra de vidrio
volver a principal, ir a anexo 2, ir a anexo 3
Proceso general de fabricación
Los procesos de fabricación de productos de plástico reforzado con fibra de vidrio se basan en general en el esquema que se indica a continuación.
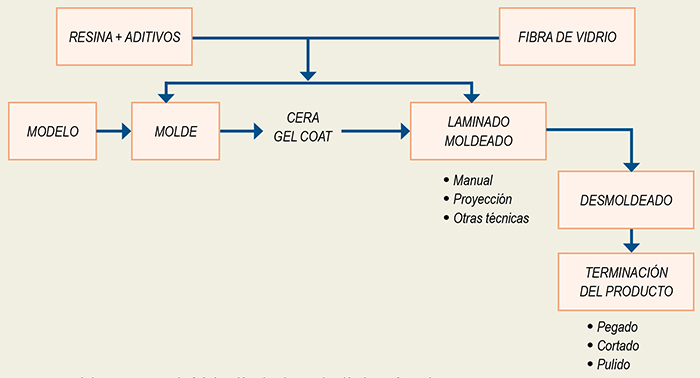
Esquema general de un proceso de fabricación de piezas de plástico reforzado
En todos los casos, el proceso se inicia con la creación de un modelo a partir del cual se obtiene un molde. El molde se recubre con una cera y a continuación se aplica una primera capa de gel-coat, que es un barniz realizado a base de macromoléculas orgánicas pigmentadas y estireno, mezclados con un catalizador que favorece la reacción de polimerización. El espesor de la capa de gel-coat oscila entre 0,5 mm y 0,6 mm llegándose en algunos procesos a espesores de 0,8 mm. Esta primera capa será finalmente la parte visible de la pieza fabricada. Cuando el gel-coat está completamente seco, se inicia la etapa de laminación.
En la etapa de laminado se depositan capas sucesivas de resina y fibra de vidrio sobre la superficie del molde. Esta operación se realiza generalmente de forma manual para la fabricación de piezas grandes. Para piezas de pequeño tamaño, se utiliza el moldeado cerrado, que consiste en la inyección de la mezcla en un molde.
Para el laminado se debe preparar una mezcla o gel a base de resina, estireno y un sistema catalítico compuesto por “catalizador” y “acelerador”. Se define el tiempo de gel como aquél que transcurre desde la adición del catalizador hasta que la resina adquiere una consistencia gelatinosa. Este tiempo varía en función de la temperatura y la dosificación del catalizador y acelerador. Una vez obtenida la consistencia adecuada, se procede generalmente al laminado.
El proceso de polimerización o “curado” -en el que las moléculas de estireno, a través de sus dobles enlaces, se unen a las instauraciones del polímero formando un compuesto reticulado tridimensional, transformando la resina de líquido en sólido- se genera una fuerte reacción exotérmica, que puede alcanzar temperaturas de hasta 160 ºC - 200 ºC. Sin embargo en los laminados de superficie la temperatura es mucho más baja debido a la mayor disipación del calor.
La etapa final consiste en el desmoldeo y posterior terminación del producto, utilizándose para ello técnicas como pulido, pegado, cortado y ensamblado, según los casos.
Siguiendo este esquema de producción se fabrica una gran variedad de artículos y objetos tales como: muñecos y otros elementos para carruseles de feria, lanchas, barcas, piraguas, sanitarios (piscinas, bañeras), depósitos y recipientes en general, tuberías (para saneamiento, abastecimiento de aguas, residuos industriales, industria química, etc.), elementos de carrocería (para coches, autobuses, trenes, autocaravanas, motocicletas, etc.), carcasas para pequeña maquinaria agrícola, carcasas para pantallas luminosas y techos translúcidos, armarios de distribución de electricidad y accesorios de industria eléctrica (interruptores, aislantes, etc.), postes (para alumbrado, conducción de energía eléctrica o de telefonía), recipientes para baterías de automoción de tamaños especiales, mobiliario de jardinería, varillas para estores de cortinas, etc.
Técnicas de elaboración de productos de plástico reforzado con fibra de vidrio
Las técnicas de elaboración se pueden clasificar en:
Técnicas de molde abierto (moldeo por contacto)
Son las técnicas más comunes y las que da lugar a mayores exposiciones a estireno debido a la naturaleza del proceso. La laminación puede ser:
- Laminación manual: consiste en depositar la resina, de forma manual o mediante máquinas, sobre una malla de fibra de vidrio donde se distribuye utilizando un cepillo o un rodillo. Estas herramientas, además de distribuir la resina, sirven para compactar y eliminar las burbujas de aire que podrían quedar ocluidas en el material.
- Laminación mediante proyección: esta técnica utiliza una máquina que va cortando la fibra en pequeños trozos y, a continuación, mediante el uso de una pistola aplica, de forma simultánea, los trozos de fibra y el gel sobre el molde. La compactación tiene lugar de la misma forma que en el laminado manual. Generalmente, esta técnica genera de 2 a 3 veces más vapor de estireno que el laminado manual.
Técnicas de molde cerrado
- Inyección o Moldeo por Transferencia de resina (RTM). En este método se utiliza un molde que posee entradas para inyectar la resina y salidas para la evacuación del aire al exterior. El tejido de fibra de vidrio se coloca en el molde y éste se cierra. Posteriormente, se inyecta la resina mediante una bomba de forma que se impregnen el tejido de fibra de vidrio y se rellenen las cavidades del molde. Una vez realizada la impregnación se cierran las entradas y las salidas y se aplica calor para el curado de la resina. Cuando transcurre el tiempo necesario se abre el molde y se retira la pieza. Se utiliza, por ejemplo, en la fabricación de cascos para motos.
Los moldes constan de dos partes y son rígidos, pero hay variantes en las que una mitad es rígida y la otra es una estructura o lámina flexible.
- Infusión o Moldeo por transferencia de resina asistido mediante vacío (VARTM)
Es semejante al anterior pero en este caso la inyección tiene lugar mediante vacío. También se pueden usar combinaciones de ambas técnicas.
Otras técnicas
Enrollado de filamento (Filament Winding). Este proceso se utiliza para producir grandes depósitos, tanques y tuberías de alta resistencia. En él, la fibra atraviesa primero un baño de resina y después se enrolla sobre un cilindro apropiado (mandril). Cuando se han aplicado suficientes capas de filamentos y se ha alcanzado el grosor deseado, en función del uso, se cura indistintamente a temperatura ambiente o a temperatura elevada en un horno. La pieza moldeada se separa después del cilindro que sirve de molde.
El alto grado de orientación de la fibra y la alta carga de la misma conseguidos por este método dan lugar a productos de resistencia extremadamente alta a la tracción en los cilindros huecos. Las aplicaciones de este proceso incluyen tanques químicos y de almacenamiento de combustibles, recipientes a presión y cubiertas de motores de cohetes.
Anexo 2. Productos químicos para la fabricación de piezas de poliéster reforzado
volver a principal, ir a anexo 1, ir a anexo 3
Resinas de poliéster insaturado disueltas en estireno
Las resinas de poliéster forman un amplio grupo de polímeros obtenidos por esterificación de un dialcohol y un diácido y mezclados con estireno monómero, que sirve como agente reticulante. Este disolvente líquido, que se añade a la resina durante el proceso de fabricación y que puede agregarse posteriormente en cantidades variables para aumentar su fluidez, tiene la función principal de entrecruzar las cadenas moleculares del poliéster y permitir su polimerización. El papel del estireno es por tanto doble: como disolvente de la resina y como agente reticulante.
La cantidad de estireno presente en la resina varía entre 30 % y 60%. Hay actualmente resinas de “baja emisión” de estireno. Se producen añadiendo inhibidores a la resina que suben hacia la superficie durante el proceso de curado, formando una película sobre la superficie de la resina e impidiendo la evaporación de estireno. Estos aditivos no disminuyen la evaporación durante la laminación, sólo son eficaces durante la etapa de curado.
Los alcoholes son normalmente polipropilenglicol con dietilenoglicol y los ácidos pueden ser saturados e insaturados o maleicos. Los ácidos saturados pueden ser ortoftálicos o isoftálicos, siendo estos últimos más recomendables en construcción naval por su mayor resistencia a la absorción de agua y al ataque químico.
En general, comparando las resinas ortoftálicas con las isoftálicas, podemos decir que las ortoftálicas son:
- Más rígidas
- Tienen un tiempo de gel más largo
- Tienen menor resistencia al agua
- Más susceptibles a la formación de burbujas
- Menos viscosas
Aceleradores
Son generalmente sales de níquel o cobalto o aminas aromáticas terciarias (por ejemplo, n-dimetilanilina) Permiten que la reacción transcurra a temperatura más baja de la que se alcanzaría en su ausencia. Las proporciones de acelerador varían entre 0,1% y 1% en volumen.
Generalmente la resina lleva ya incorporado el acelerador (resinas preaceleradas).
Gel-coat
Se trata de una resina de poliéster con color que se aplica en el molde justo después del agente desmoldante y que sirve como capa de acabado (es la capa que se ve una vez que el producto está terminado). El gel-coat está generalmente concentrado y en el momento de empleo se diluye con un disolvente volátil (acetona o acetato de etilo) para ajustar la viscosidad. Se caracteriza por un aspecto liso y una gran resistencia mecánica y química.
Catalizadores
Pertenecen generalmente al grupo de los peróxidos. Es frecuente la utilización de peróxido de metiletilcetona, diluido al 50% con ftalato de butilo. La mezcla se introduce en la resina en el momento de comenzar el laminado.
Su misión consiste en generar radicales libres para la reacción de adición. Las proporciones de catalizador pueden variar entre 1% y 2% en peso.
Materiales de refuerzo
El más importante es la fibra de vidrio, que puede presentarse en distintas formas dependiendo de cual sea la aplicación: mallas de fibras orientadas al azar (“no tejido”), tejidos o bobinas de filamento continuo.
Cargas
Las resinas adquieren sus propiedades tixotrópicas mediante la adición de sílice coloidal lo que facilita su utilización en moldes con paredes inclinadas o incluso verticales.
Disolventes
Se utilizan para ajustar la viscosidad del gel-coat y para la limpieza de las herramientas. Los más habituales son acetona y acetato de etilo, el diclorometano está ya en desuso.
Anexo 3. Evaporación de estireno en función de la técnica de aplicación
volver a principal, ir a anexo 1, ir a anexo 2
La presencia de estireno en el ambiente durante la fabricación de productos de plástico reforzado con fibra de vidrio se debe a su evaporación cuando las resinas que lo contienen se extienden sobre la superficie del artículo que se está fabricando y cuando éste se encuentra en la etapa de curado. El porcentaje de estireno que se evapora depende, entre otros factores, de la técnica de aplicación utilizada y es tanto más considerable cuanto mayor es la pieza a construir. En la tabla 1 se indican los porcentajes de pérdida de estireno debido a la evaporación en función de las diferentes técnicas de aplicación.
Tabla 1. Porcentaje de estireno que se evapora en función de las diferentes técnicas de aplicación
| PROCESO | PÉRDIDA DE ESTIRENO |
|---|---|
| Proyección de gel-coat | 10-14 |
| Proyección, resina con emisión de estireno estándar | 7-10 |
| Gel-coat brocha | 6-8 |
| Enrollamiento | 5-7 |
| Laminado manual, resina con emisión de estireno estándar | 4-6 |
| Proyección, resina de baja emisión de estireno o de bajo contenido en estireno | 4-6 |
| Top-coat proyectado | 4-5 |
| Top-coat, brocha | 3-4 |
| Laminado manual, resina de baja emisión de estireno o de bajo contenido en estireno | 3-4 |
| Pultrusión | 1-3 |
| Hormigón polímero etc. | 1-3 |
| Laminado continuo | 1-2 |
| Fabricación de compuestos de moldeo SMC/BMC | 1-2 |
| Procesado de compuestos de moldeo SMC/BMC | 1-2 |
| Proceso molde cerrado (RTM/RTM Ligero/Infusión) | <1 |
Fuente: www.upresins.org/safe-handling-guides
Anexo 4. Agentes químicos más importantes en el laminado manual de resinas de estireno
NOTA. Los VLA y VLB están tomados del documento Límites de Exposición Profesional para Agentes Químicos en España 2013
Agentes químicos | Nº CAS | VLA-ED ppm mg/m3 | VLA-EC ppm mg/m3 | Notas de los LEP(1) | Indicador biológico VLB(2) Momento muestreo | Frases H(3) | Estado físico (4) y forma de presentación | Propiedades físicas(5) |
|---|---|---|---|---|---|---|---|---|
Estireno
| 100-42-5 | 20 86 | 40 172 | VLB®, ae | Ácido mandélico más ácido fenilglioxílico en orina (6) Estireno en sangre venosa (7) | H226 Líquido y vapores inflamables | Líquido | P.e.:145ºC |
Acetona | 67-64-1 | 500 1210 | VLB®, VLI | Acetona en orina (6) 50 mg/l Final de la jornada labora | H225 Líquido y vapores muy inflamables | Líquido | Pe: 56 °C | |
Tolueno | 108-88-3 | 50 192 | 100 384 | Vía dérmica, VLB®, VLI, r | o-Cresol en orina (8) Ácido hipúrico en orina (6) (8) Tolueno en sangre | H225 Líquido y vapores muy inflamables | Líquido | Pe: 111 °C PI: 4 °C c.c. LE: 1,1% - 7,1% S: insoluble dr (agua = 1): 0,87 |
Acetato de etilo | 141-78-6 | 400 1460 | H225 Líquido y vapores muy inflamables | Líquido | Pe: 77 °C PI: 7 °C (o.c.) °C LE: 2,2% - 11,5% S: muy soluble | |||
Peróxido de metiletilcetona | 1338-23-4 | 0,2 1,5 | Líquido | |||||
| Peróxido de dibenzoilo Sinónimos: -Peróxido de benzoilo | 94-36-0 | 5 | Sensibilizante | H241 Peligro de incendio o explosión en caso de calentamiento | Sólido | Pf (desc): 103 °C PV: < 0,1 kPa S: poco soluble dr-l (agua = 1): 1,3 dr-v (aire = 1): 8,4 | ||
| N,N-Dimetilanilina Sinónimos: -N,N-Dimetilaminobenceno | 121-69-7 | 5 25 | 10 50 | Vía dérmica, VLBm | Metahemoglobina en sangre 1,5% de metahemoglobina en hemoglobina total Final de la jornada laboral | H351 Se sospecha que provoca cáncer | Líquido | Pe: 284 °C S: 0,43 g/100 ml (a 20 °C) dr-l (agua = 1): 1,19 |
| Ftalato de dimetilo Sinónimos: -1,2-Benzenodicarboxilato de dimetilo | 131-11-3 | 5 | Líquido | |||||
| Ftalato de dibutilo Sinónimos: -Ester dibutílico del ácido -1,2-benzodicarboxílico -Di-n-butil ftalato | 84-74-2 | 5 | ae, r, TR1B | H360Df Puede dañar al feto. Se sospecha que perjudica a la fertilidad H400 Muy tóxico para los organismos acuáticos | Líquido | Pe: 340 °C PV: < 0,01 kPa S: 0,001 g/100 ml (a 25 °C) dr-l (agua = 1): 1,05 dr-v (aire = 1): 9,58 |
(1) ae · Alterador endocrino. r · Sustancia que tiene establecidas restricciones a la fabricación, la comercialización o el uso en los términos especificados en el Reglamento (CE) nº 1907/2006 sobre Registro, Evaluación, Autorizacióny Restricción de sustancias y preparados químicos (REACH) de 18 de diciembre de 2006 (DOUE L 369 de 30 de diciembre de 2006). Las restricciones de una sustancia pueden aplicarse a todos los usos o sólo a usos concretos. El anexo XVII del Reglamento REACH contiene la lista de todas las sustancias restringidas y especifica los usos que se han restringido. TR1B · Sustancias de las que se sabe o se supone que son tóxicos para la reproducción humana, cuando las pruebas utilizadas para la clasificación procedan principalmente de datos en animales. Vía dérmica · Indica que, en las exposiciones a esta sustancia, la aportación por vía cutánea puede resultar significativa para el contenido corporal total si no se adoptan medidas para prevenir la absorción. VLB® · Agente químico con Valor Límite Biológico específico en el documento de Valores límite 2012. VLBm · Agente químico al que se aplica el Valor Límite Biológico de los inductores de la metahemoglobina. VLI · Agente químico que tiene establecido un valor limite indicativo por la Unión Europea.
(2) Final de la jornada laboral: Cuando el final de la exposición no coincida con el final de la jornada laboral, la muestra se tomará lo antes posible después de que cese la exposición real.
Principio de la última jornada de la semana laboral: significa antes del comienzo de la quinta jornada consecutiva de exposición.
(3) Frase que describe la naturaleza de los peligros de una sustancia o mezcla peligrosa (Reglamento (CE) Nº 1272/2008).
(4) A temperatura ambiente.
(5) Pf: punto de fusión; Pf (desc): se descompone; Pe: punto de ebullición; PV: presión de vapor a 20 ºC; PI: punto de inflamación; LE: límite de explosividad (% en volumen en el aire); S: solubilidad en agua; dr-l: densidad relativa del líquido; dr-v: densidad relativa del vapor.
(6) Indica que el determinante es inespecífico puesto que puede encontrarse después de la exposición a otros agentes químicos.
(7) El determinante biológico es un indicador de exposición al agente químico en cuestión, pero la interpretación cuantitativa de su medida es ambigua (semicuantitativa). Estos determinantes deben utilizarse como una prueba de selección (screening) cuando no se pueda realizar una prueba cuantitativa o usarse como prueba de confirmación, si la prueba cuantitativa no es específica y el origen del determinante es dudoso.
(8) El indicador está generalmente presente en cantidades detectables en personas no expuestas laboralmente. Estos niveles de fondo están considerados en el valor VLB®
.
Modificación de la clasificación del Estireno (CAS: 100-42-5)
Modificación de la clasificación del Estireno (CAS: 100-42-5)
En la 6ª ATP (Adaptación al Progreso Técnico), Reglamento (UE) nº 605/2014 del Reglamento CLP, (https://www.boe.es/doue/2014/167/L00036-00049.pdf), se ha modificado la clasificación del estireno incluyendo la indicación de peligro H361d (tóxico para la reproducción de categoría 2) y la indicación de peligro H372 (STOT RE1, provoca daños en los órganos tras exposiciones prolongadas o repetidas).
Dicha clasificación será aplicable a partir del 1 de abril de 2015, sin perjuicio de que pueda aplicarse antes.